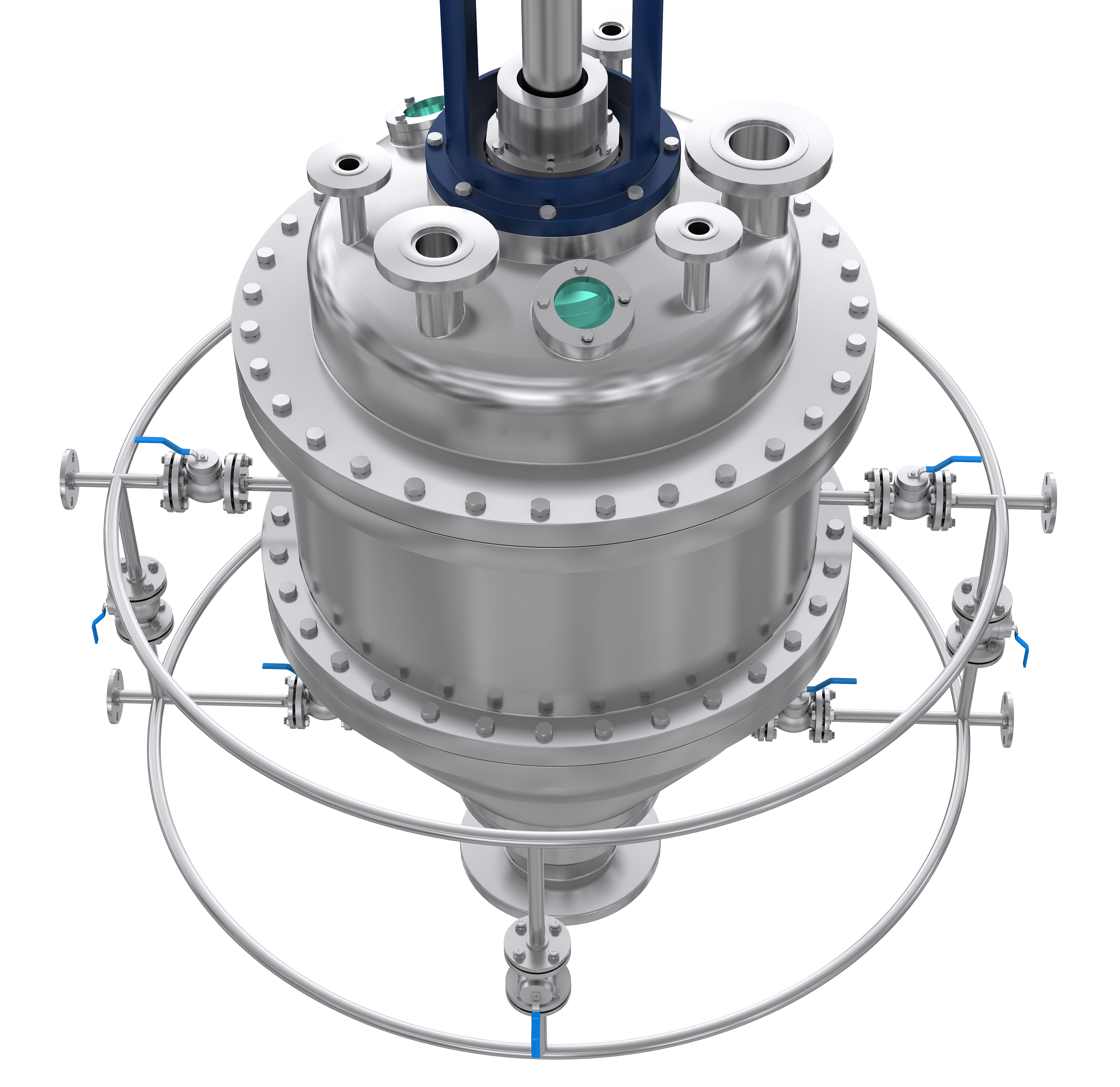


Reactor Agitator
Reactors also known as reactor agitators operate in batch, semi-batch or continuous modes. An agitated vessel consists of a tank with an agitator and an integrated heating/cooling system facilitating efficient mixing, heat transfer & chemical reactions. The agitator mechanically designed to ensure uniform mixing enhances reaction efficiency. These agitators vessels are made from stainless steel or alloys like Hastelloy C-276 and C-22. Liquids and solids are captured at the top while vapors & gases exit from designated connections. The specialized design of reactor agitator allows for effective blending, cake washing and simultaneous filtration. The agitated vessel diagram typically includes components such as agitator, baffles, heating or cooling jackets and inlet / outlet connections.
Request Product Catalog